


╬─š┬üĒ(l©ói)į┤Ż║m.beedlesbeds.com ╬─š┬ū„š▀Ż║ Ė³ą┬Ģr(sh©¬)ķgŻ║2022-01-21 ³c(di©Żn)ō¶┤╬öĄ(sh©┤)Ż║350
╔Žę╗Ų¬Ż║║■─Ž╩ĪęµĻ¢(y©óng)╩ą─Ž┐hļpĘ©╠mŽ▐╬╗╔ņ┐sĮėŅ^-║■─Ž╩ĪęµĻ¢(y©óng)╩ą─Ž┐hļpĘ©╠mŽ▐╬╗╔ņ┐sĮėŅ^░▓čbĘĮĘ©-║■─Ž╩ĪęµĻ¢(y©óng)╩ą─Ž┐hļpĘ©╠mŽ▐╬╗╔ņ┐sĮėŅ^░▓čb-ļpĘ©╠mŽ▐╬╗╔ņ┐sĮėŅ^╝ė╣żŽ┬ę╗Ų¬Ż║Ļā╬„╩ĪīÜļu╩ąĘ÷’L(f©źng)┐hļpĘ©╠mŽ▐╬╗╔ņ┐sĮėŅ^-Ļā╬„╩ĪīÜļu╩ąĘ÷’L(f©źng)┐hļpĘ©╠mŽ▐╬╗╔ņ┐sĮėŅ^┘F├┤-Ļā╬„╩ĪīÜļu╩ąĘ÷’L(f©źng)┐hļpĘ©╠mŽ▐╬╗╔ņ┐sĮėŅ^──▒Ńę╦-ļpĘ©╠mŽ▐╬╗╔ņ┐sĮėŅ^──╝ę▒Ńę╦
ĄžųĘŻ║╔Ž║Ż╩ą╦╔ĮŁģ^(q©▒)╦╔š¶╣½┬Ę▒▒é╚(c©©)ś╦(bi©Īo)£╩(zh©│n)ÅSĘ┐10┤▒ļŖįÆŻ║021-622-12627é„šµŻ║021-6420-7088Ó]ŽõŻ║[email protected]
░µÖÓ(qu©ón)╦∙ėąŻ║╔Ž║Ż±śė»╣▄Ą└įO(sh©©)éõėąŽ▐╣½╦Šéõ░Ė╠¢(h©żo)Ż║£¹ICPéõ10030623╠¢(h©żo)-6
 é„┴”ĮėŅ^╔ņ┐sŲ„░Ė└²
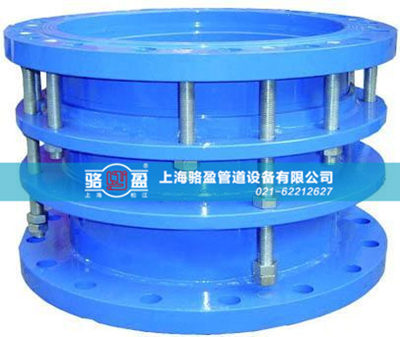
é„┴”ĮėŅ^╔ņ┐sŲ„░Ė└²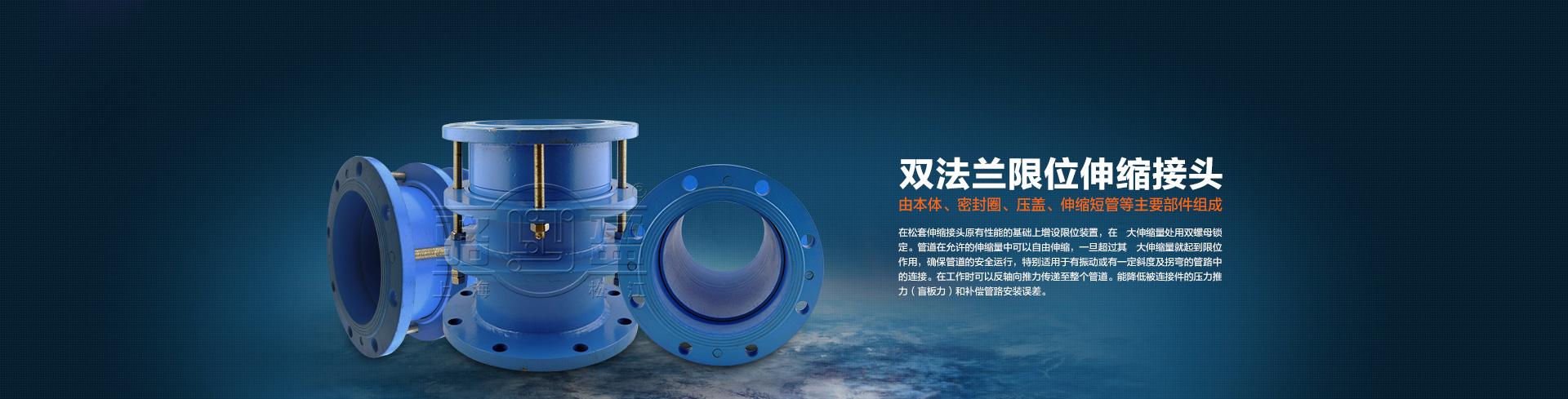 ļpĘ©╠mŽ▐╬╗╔ņ┐sŲ„
ļpĘ©╠mŽ▐╬╗╔ņ┐sŲ„ ╠ū╣▄╔ņ┐sŲ„
╠ū╣▄╔ņ┐sŲ„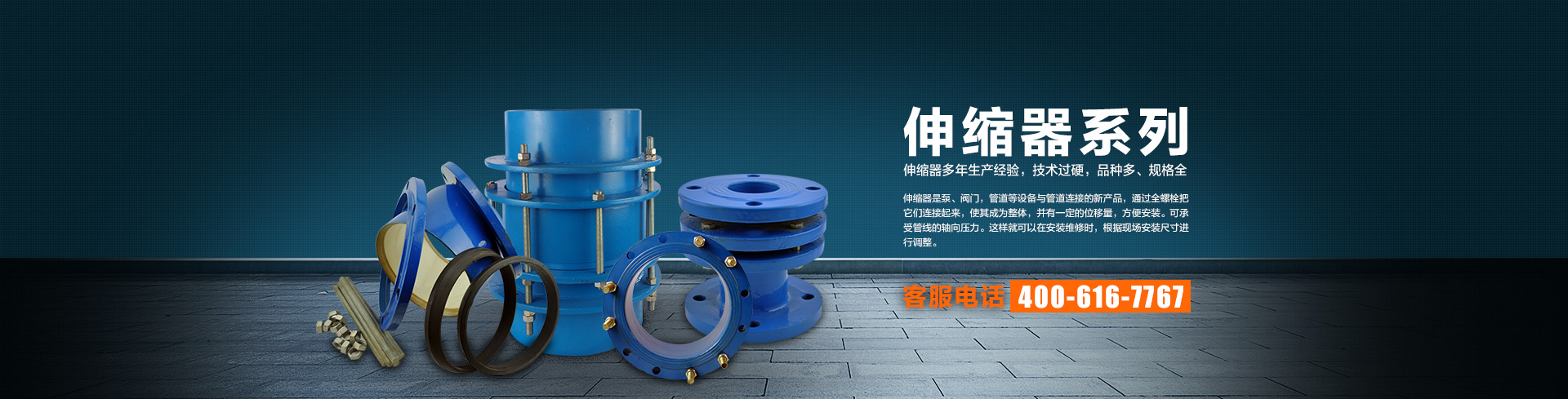 ╔ņ┐sŲ„
╔ņ┐sŲ„