


Œƒ’¬ÅÌ(l®¢i)‘¥£∫m.beedlesbeds.com Œƒ’¬◊˜’þ£∫ ∏¸–¬ïr(sh®™)Èg£∫2020-07-11 ¸c(di®£n)ìÙ¥Œîµ(sh®¥)£∫530

…œ“ª∆™£∫≈_(t®¢i)û≥∆¡ñ|øh¥∫»’ýl(xi®°ng)Îp∑®ÃmœÞŒª…ÏøsΩ”Ó^_≈_(t®¢i)û≥∆¡ñ|øh¥∫»’ýl(xi®°ng)Îp∑®ÃmœÞŒª…ÏøsΩ”Ó^”√Õæ_≈_(t®¢i)û≥∆¡ñ|øh¥∫»’ýl(xi®°ng)Îp∑®ÃmœÞŒª…ÏøsΩ”Ó^ π”√_Îp∑®ÃmœÞŒª…ÏøsΩ”Ó^◊˜”√œ¬“ª∆™£∫∫˛ƒœ °‘¿Íñ(y®¢ng) –∆ΩΩ≠øhÎp∑®ÃmœÞŒª…ÏøsΩ”Ó^_ ∫˛ƒœ °‘¿Íñ(y®¢ng) –∆ΩΩ≠øhÎp∑®ÃmœÞŒª…ÏøsΩ”Ó^”√Õæ_ ∫˛ƒœ °‘¿Íñ(y®¢ng) –∆ΩΩ≠øhÎp∑®ÃmœÞŒª…ÏøsΩ”Ó^◊˜”√_ Îp∑®ÃmœÞŒª…ÏøsΩ”Ó^ π”√
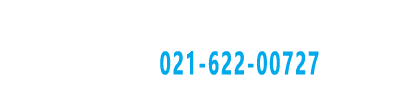
µÿ÷∑£∫…œ∫£ –À…Ω≠Ö^(q®±)À…’Ùπ´¬∑±±Ç»(c®®)òÀ(bi®°o)ú (zh®≥n)èS∑ø10¥±Îä‘í£∫021-622-12627ǘ’Ê£∫021-6420-7088ý]œ‰£∫[email protected]
∞Êôý(qu®¢n)À˘”–£∫…œ∫£Òò”Øπе¿‘O(sh®®)lj”–œÞπ´Àælj∞∏Ãñ(h®§o)£∫ú˚ICPlj10030623Ãñ(h®§o)-6
 ǘ¡¶Ω”Ó^…Ïøs∆˜∞∏¿˝
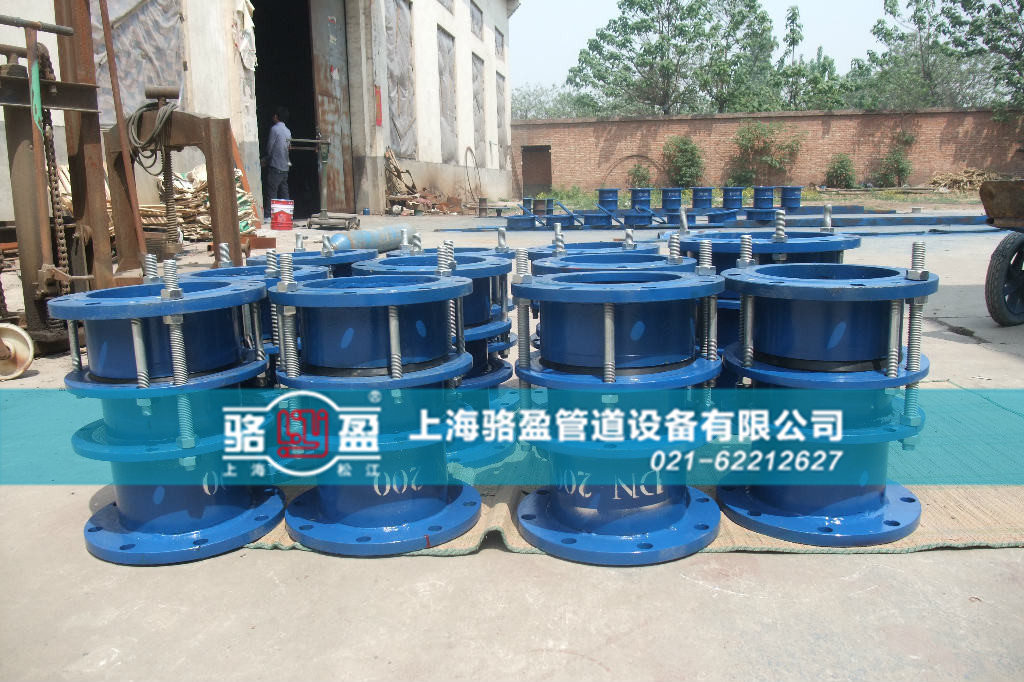
ǘ¡¶Ω”Ó^…Ïøs∆˜∞∏¿˝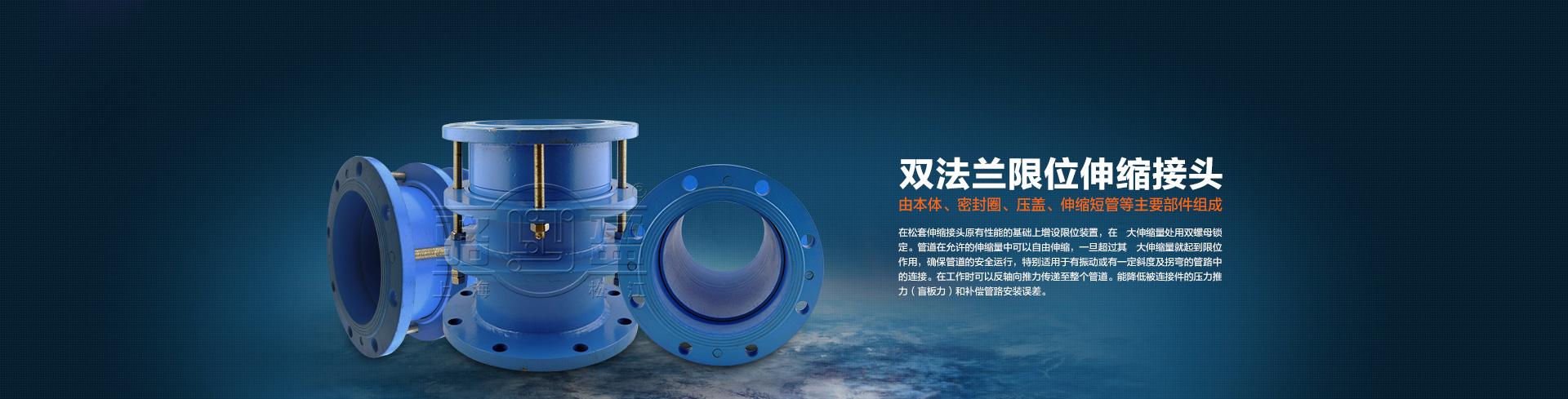 Îp∑®ÃmœÞŒª…Ïøs∆˜
Îp∑®ÃmœÞŒª…Ïøs∆˜ Ã◊πÐ…Ïøs∆˜
Ã◊πÐ…Ïøs∆˜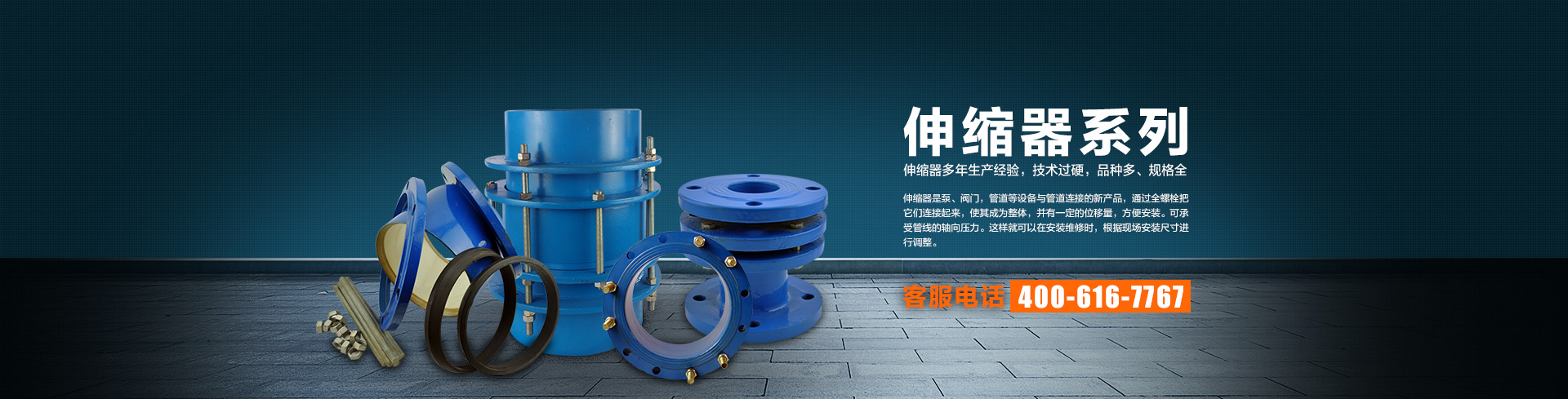 …Ïøs∆˜
…Ïøs∆˜